


















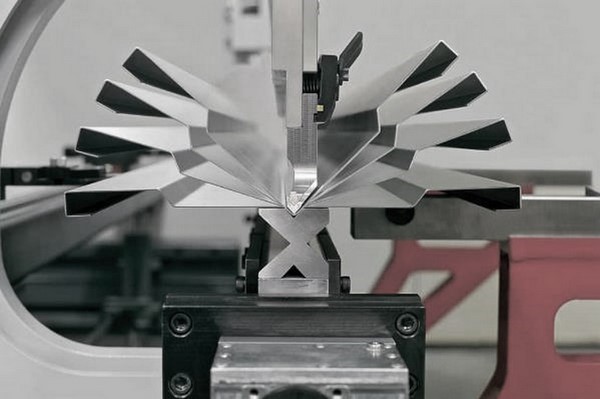
НАЗНАЧЕНИЕ:
Гидравлический листогибочный пресс MetalTec HBС предназначен для гибки листового металла. Операция гибки может выполняться по всей рабочей длине, либо сегментно.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Применяется при производстве различных изделий из листовой стали. Практически любая отрасль машиностроения и металлообработки: машиностроение, судостроение, аэрокосмическая отрасль, производство мебели для лабораторий, медицинская техника и мебель, а также многие другие
- детали кузова машин;
- воздуховоды и системы вентиляции;
- элементы напольных покрытий, лестницы, двери и лифтовые кабины;
- корпуса электрошкафов и аналогичных устройств;
- кожуха и короба, для практически любого вида оборудования и машин;
- устройства и приборы бытового назначения;
- декоративные изделия и т.д.
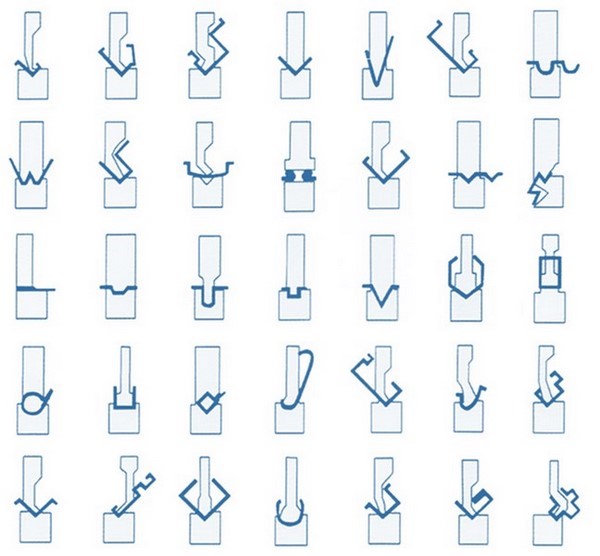
СХЕМА ОБРАБОТКИ:

РАССЧЕТ УСИЛИЯ НА ДЛИНУ ГИБА ЗАГОТОВКИ - 1 МЕТР:
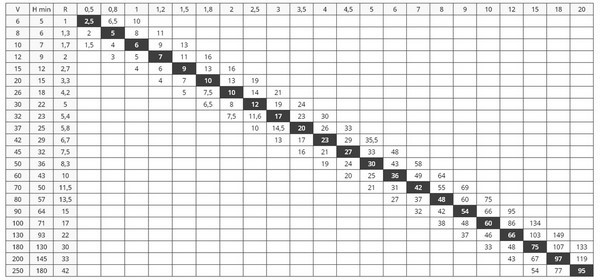
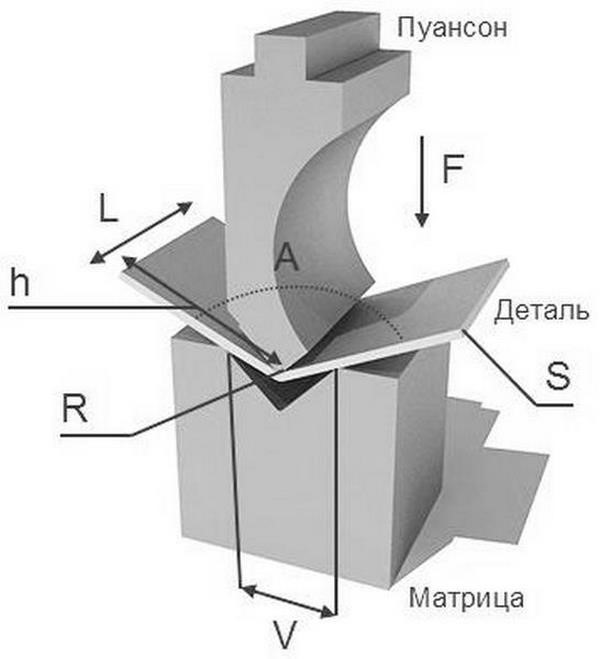 | F (усилие, тоннаж), тонн - общее необходимое усилие для осуществления гиба; F = (1,42 x TS x S2 x L) / 1000 x V |
В НАЛИЧИИ
более 700 станков
ДОСТАВКА
от 7 дней по РФ
ПОДБОР
станков и оборудования
ПОМОЩЬ
в оформлении кредита
- МодельHBC 90/2500
- Оси4+1
- Усилие, т90
- Макс. длина гиба, мм2500
- Расстояние между колоннами, м2050
- Глубина зева, мм320
- Ход пуансона, мм160
- Высота открытия, мм435
- Ход заднего упора, мм600
- Скорость подвода, м/мин180
- Рабочая скорость, м/мин12
- Скорость возврата, м/мин160
- Мощность, кВт7,5
- Обороты, RPM1440
- Длина, мм2800
- Ширина, мм1600
- Высота, мм2500
- Масса, кг5400
Конструктивные особенности
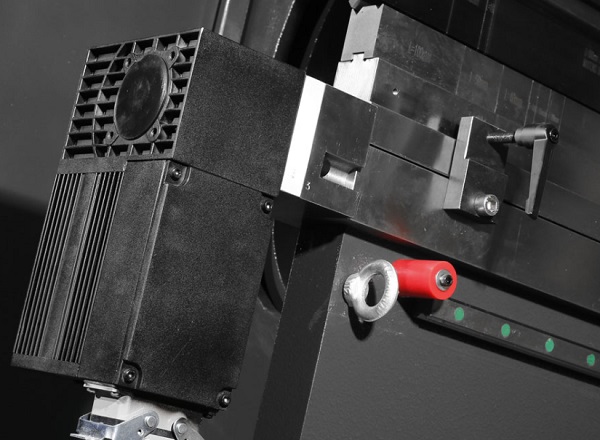
 | ОПТИЧЕСКИЕ ЛИНЕЙКИ HEIDENHAIN (ГЕРМАНИЯ) PREMIUM Прецизионные оптические линейки HEIDENHAIN (Германия), измерения положения верхней балки и синхронизации ее работы. Точность позиционирования до ± 0,005 мм. (ОСИ Y1 + Y2). |
 | ПРОМЫШЛЕННАЯ СИСТЕМА УПРАВЛЕНИЯ С ЧПУ ESA630S (ИТАЛИЯ) Возможность управления 4 осями + ось компенсации прогиба. Одна из мощнейших систем в своем классе. Основной блок терминала оснащен c.p.u. AMD etx-lx800 500 МГц, оперативной памятью 128 Мб. 10" экран управления - Touch Screen, с разрешением 1024 x 600 пикселей. Жесткий диск - 128 mb. Встроенный 2D графический редактор для редактирования и ввода параметров обработки Ручная 2D симуляция последовательности гиба, с предварительным просмотром результатов каждого шага по отдельности и в целом результатов гиба. Интуитивно понятный интерфейс управления, эргономичный терминал. Высокопроизводительный графический процессор, для симуляции и обработки данных ввода, с выводом изображения высокого качества. Управление всей системой - без необходимости установки дополнительных модулей. |
 | БЫСТРОСМЕННЫЙ ИНСТРУМЕНТ Станок оснащен быстросменной системой фиксации инструмента тип - PROMECAM. Наиболее подходит при гибке небольших заготовок сложной формы, с одновременной установкой нескольких разных сегментов пуансонов. |
  | КОМПЕНСАЦИЯ ПРОГИБА (МОТОРИЗИРОВАННАЯ) Система компенсации прогиба (Бомбирование) – механизм компенсирующий прогиб балки, а в следствии и нарушения угла гиба заготовки. Прогиб появляется в момент давления балки на лист, усилием развиваемым гидравлическими цилиндрами. Необходимость применения систем компенсации прогиба важна, учитывая, что гибочные балки зафиксированы к станине по краям, и в процессе гиба, испытывают упругую деформацию в центральной части. В этом случае длинные детали сгибаются неравномерно. Посередине угол гиба получается меньше, чем по краям. На листогибочном гидравлическом прессе MetalTec, установлена электромеханическая система компенсации прогиба, позволяющая предотвратить или частично/полностью компенсировать прогиб балки, тем самым получить качественный гиб с постоянным углом по всей длине. |
 | ГИДРАВЛИЧЕСКАЯ СИСТЕМА BOSCH-REXROTH (ГЕРМАНИЯ) Гидравлическая система от Bosch-Rexroth (Германия). Полная серво гидравлическая синхронизация. |
 | СИНХРОНИЗАЦИЯ ЧПУ Максимальная точность изгиба и повторяемость достигается благодаря постоянному контролю и корректировке параллельности балок с помощью системы ЧПУ и сервогидравлической системе синхронизации работы циллиндров (ЧПУ + сервогидравлическая система + оптические линейки и энкодеры). |
 | ГЛАВНЫЙ ДВИГАТЕЛЬ SIEMENS (ГЕРМАНИЯ) Серия SIEMENS BEIDE - это высокоэффективный двигатель, изготовленный SIEMENS ltd в соответствии со стандартом IEC & GB на дочернем предприятии Siemens Standard Motors Ltd. (SSML). |
 | ГИДРАВЛИЧЕСКАЯ ПОМПА SUNNY (США) Обеспечивает надёжную работу гидравлической системы, за счет высоких эксплуатационных показателей и признанной мировыми производителями надежности. |
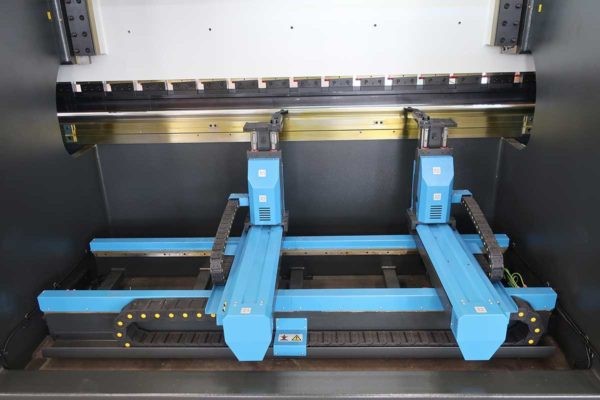
  | ВЫСОКОТОЧНЫЕ ЗАДНИЕ УПОРЫ Высокоточные задние упоры, работающие от серводвигателей и синхронизированные главным контроллером с ЧПУ, позволяют сократить время настройки и воспроизведения сохраненных программ гибки за счет высокой скорости и точности работы. Точность перемещения упоров 0,01 мм. Задние упоры поддерживают работу в осях: Ось X - перемещение упоров от / к оператору |
 :
: Обеспечивает надёжную работу гидравлической системы, за счет высоких эксплуатационных показателей и признанной мировыми производителями надежности.
 :
: Станок оснащен быстросменной системой фиксации инструмента тип - PROMECAM. Наиболее подходит при гибке небольших заготовок сложной формы, с одновременной установкой нескольких разных сегментов пуансонов.
 :
: Прецизионные оптические линейки HEIDENHAIN (Германия), измерения положения верхней балки и синхронизации ее работы. Точность позиционирования до ± 0,005 мм. (ОСИ Y1 + Y2).
 :
: Возможность управления 4 осями + ось компенсации прогиба.
Одна из мощнейших систем в своем классе. Основной блок терминала оснащен c.p.u. AMD etx-lx800 500 МГц, оперативной памятью 128 Мб.
10" экран управления - Touch Screen, с разрешением 1024 x 600 пикселей.
Жесткий диск - 128 mb. Встроенный 2D графический редактор для редактирования и ввода параметров обработки
Ручная 2D симуляция последовательности гиба, с предварительным просмотром результатов каждого шага по отдельности и в целом результатов гиба.
Интуитивно понятный интерфейс управления, эргономичный терминал.
Высокопроизводительный графический процессор, для симуляции и обработки данных ввода, с выводом изображения высокого качества.
Управление всей системой - без необходимости установки дополнительных модулей.
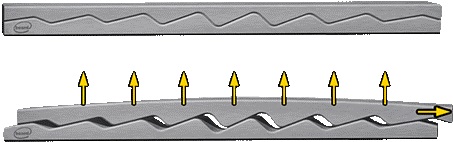 :
: Система компенсации прогиба (Бомбирование) – механизм компенсирующий прогиб балки, а в следствии и нарушения угла гиба заготовки. Прогиб появляется в момент давления балки на лист, усилием развиваемым гидравлическими цилиндрами.
Необходимость применения систем компенсации прогиба важна, учитывая, что гибочные балки зафиксированы к станине по краям, и в процессе гиба, испытывают упругую деформацию в центральной части. В этом случае длинные детали сгибаются неравномерно. Посередине угол гиба получается меньше, чем по краям. На листогибочном гидравлическом прессе MetalTec, установлена электромеханическая система компенсации прогиба, позволяющая предотвратить или частично/полностью компенсировать прогиб балки, тем самым получить качественный гиб с постоянным углом по всей длине.
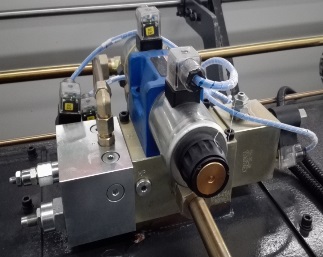 :
: Гидравлическая система от Bosch-Rexroth (Германия). Полная серво гидравлическая синхронизация.
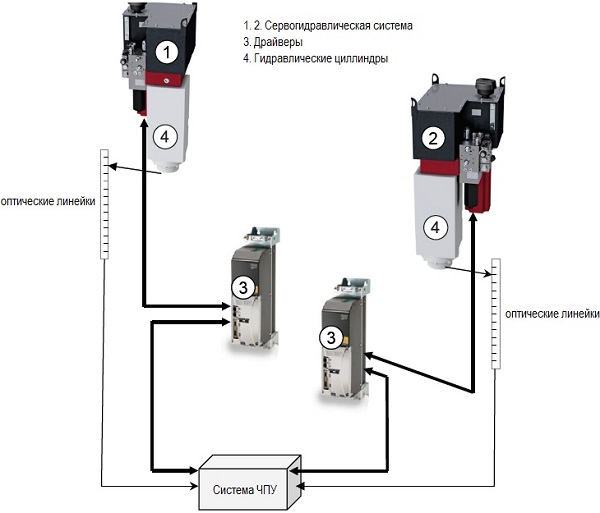 :
: Максимальная точность изгиба и повторяемость достигается благодаря постоянному контролю и корректировке параллельности балок с помощью системы ЧПУ и сервогидравлической системе синхронизации работы циллиндров (ЧПУ + сервогидравлическая система + оптические линейки и энкодеры).
 :
: Серия SIEMENS BEIDE - это высокоэффективный двигатель, изготовленный SIEMENS ltd в соответствии со стандартом IEC & GB на дочернем предприятии Siemens Standard Motors Ltd. (SSML).
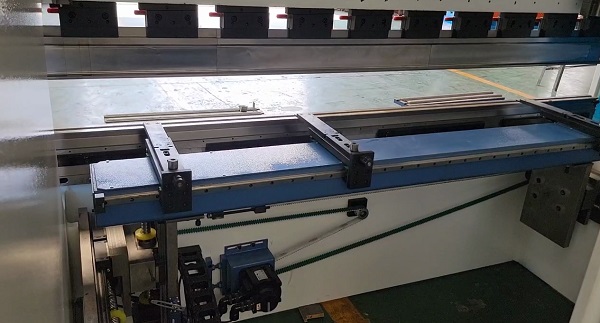 :
: Высокоточные задние упоры, работающие от серводвигателей и синхронизированные главным контроллером с ЧПУ, позволяют сократить время настройки и воспроизведения сохраненных программ гибки за счет высокой скорости и точности работы. Точность перемещения упоров 0,01 мм.
Задние упоры поддерживают работу в осях:
Ось X - перемещение упоров от / к оператору
Ось R - перемещение упоров вниз / вверх.